
3in1 ChaoQiangWeiYe System Cutting Operation Settings
1. Nozzles
Use cutting nozzles (nozzle1.5 or more is recommended)

2.Technology
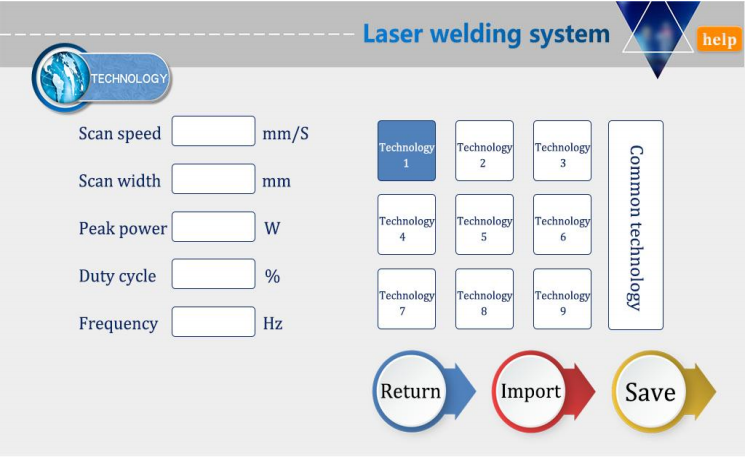
Unlike welding, cut spots have no width.
Therefore, the scanning width must be set to 0, that is , the red light is a point.
Scan speed: ignore this parameter, can be arbitrary
Scan width: 0
Peak power: reference value full power cutting is recommended. The actual operation prevails.
Duty cycle: reference value 100
Pulse frequency: refer to 1000
After setting parameters, import and return, you can see the process on the left side of home page.
Negative focus is recommended ( directly affecting the cutting effect)
3.Red light center
Make sure that the red light comes out completely from the center of the nozzle, otherwise it may burn the nozzle.
Hardware adjustment is generally used, that is, to adjust the tail motor
Adjustment method reference: red light adjustment.
4. Cutting the workpiece
Focus requirements: negative focus relative effect hanging slag less
Valve requirements( using oxygen or argon pressure reducing valves)
Gas requirements:
If the cutting surface is required, nitrogen gas (greater than 6kg) is recommended. The cutting surface is white.
If cutting thickness is required, use oxygen or air cutting, the relative cutting surface is blackened.
Cutting thickness: less than 3mm is best.
Keep your hand speed even while cutting.
 function removeCommentId() {
$("#blog-reply-id").val(0);
$("#reply-remove").css('display', 'none');
}
function removeCommentId() {
$("#blog-reply-id").val(0);
$("#reply-remove").css('display', 'none');
}